By Jeff Sanford
Toronto, Ontario — December 12, 2016 — Chris Tobie, Collision Repair Diagnostic Director at American Honda, recently outlined changes to the company’s policy regarding the welding of high-strength steel during the latest Guild 21 teleconference, presented by Verifacts Automotive.
Tobie knows what he’s talking when it comes to collision repair. He joined American Honda in 2004 and has been involved in developing that company’s collision repair technical training and collision service publications like Body Repair News (BRN). He works with the Honda Body-Paint Team in Japan to update body repair manuals and procedures. As well, he is a long-time ASE Certified Master Automobile tech and a L1 Advanced Engine Performance tech. He is also an experienced vehicle restoration and fabrication hobbyist.
His presentation on the Guild 21 call provided real right-from-the-shop floor advice, with the benefit of information direct from the OEM.
Like all OEMs, Honda is making greater use of high-strength steel in its vehicles as a way to lighten them. Honda originally published weld and sectioning guidelines for high-strength steel in April 2014. An update to those guidelines followed in August 2016. The latest round of instruction provided during the call clarified some outstanding questions that have popped up since.
“We did a major update to this document this year. But we wanted to provide some clarity in those grey areas around some of the issues in collision repair,” says Tobie. He notes these are guidelines and not specific repair procedures. “This body repair news isn’t model specific, but is instead to clarify some repair issues. Honda can’t create procedures for every job … every crash is going to be different. But I thought [techs] needed this. And so we put this together.”
Going on to discuss the new guidelines, Tobie says the biggest change has to do with 1,500 MPa hot-stamped (high-strength) steel and MAG welding.
“We’ve always said do not MAG weld on this steel. We have revised that going forward. We are going to allow MAG welding on certain types of hot stamped steel on certain models,” says Tobie. Honda engineers did further testing at the lab in Japan and have decided to shift the guidelines a bit. “We like to be conservative on these things, but we are loosening the rules on this,” he says.
Tobie warns the guidelines will only apply on future models in specific situations. “These do not apply to current or past models. Don’t let this be a license to begin MAG welding everything. It’s not. If it doesn’t say in the body repair manual, don’t do it,” says Tobie.
Honda has also revised procedures regarding MAG plugs. Honda now requires techs make larger 10 mm holes rather than the conventional 8 mm hole. As well, collision repair techs must make such welds from outer edge inward.
“On a Honda mag plug the weld must start on outside and then work in. That’s backward to the way I learned. And I’m sure that’s the case for almost everyone listening. It didn’t used to matter; now it does with high-strength steel. I’m not a metallurgist but what Japan tells me is that by doing it this way it allows all the metal to come to the same temperature. When you do it the conventional way one side doesn’t come to the correct temperature … and when we pull-tested a major plug weld it failed the strength test,” says Tobie.
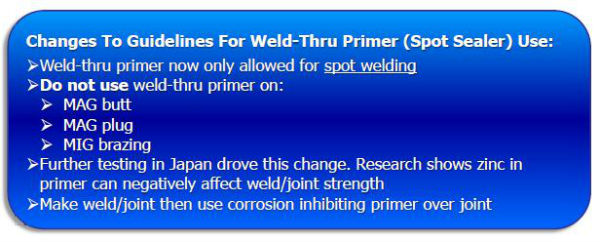
There are also changes to the guidelines for the use of weld-thru primer [spot sealer]. Weld-thru primer is now only allowed for squeeze type resistance spot welding. Even in this case, it’s essential that the primer only be applied to the bare steel being welded, and any excess should be wiped off.
“Do not use weld-thru primer on MAG butt, plug and brazing welds,” says Tobie. Further testing in Japan drove this change as well. According to Tobie, research shows that the zinc in primer can negatively affect the weld/joint strength. The process now is to make the weld or joint and then use corrosion inhibiting primer over the joint.
“Again we did some more testing in Japan and we found that the zinc in primer can hurt the steel, especially high-strength. For these joints use a corrosion inhibiting primer. Don’t use weld through primer. Typically techs spread weld-through primer everywhere and then start welding. But other manufactures have stepped back from this … FCA is one. That caused some of our engineers to wonder. And again, when we pull-tested we found that when too much is used … we end up with a tensile breakage point greater than we want. Zinc rich compounds have a negative effect on higher strength steel.”
The changes Tobie discussed may seem nit-picky to some but procedures for welding have to be updated in light of the new realities in the industry. As new and exotic forms of high-strength steel become more common repair procedures are becoming more complex as well.
“Keep in mind the procedures many are using were developed 30 and 50 years ago. [But] that world is no longer present. We don’t live there anymore. We have to think now about how this stuff affects higher strength steel,” says Tobie. “This is not your daddy’s body business.”
Going on to address new Honda regulations about wire selection for MAG welding, Tobie noted that the company is now requiring repairers to use one single high-rated welding wire. As it is, lower tensile-rated wires have been the “Elmers Glue” of welding. But, again, procedures are changing in light of new realities.
“This started with a question from SEMA last year … Why are we requiring the new wire that we do? When we had mild steel this didn’t matter. But when we allow butt welding on 780 steel, it is an issue,” says Tobie.
If the new high-strength steel is rated at 980 but the wire is one of the lower-rated (and common) wires there can be a “spread” up over 200 MPa between the steel and the weld. “That is absolutely unacceptable,” says Tobie.
Honda now suggests is sticking to just one type of welding wire with a 980 MPa rating for all welding of steel, from 270 MPa up to 980 MPa. By doing this there are no worries about mismatched strengths. Matching the correct tensile strength between steel and welding wire requires a mathematical calculation. Using one high-rated wire overcomes the possibility of a mismatch.
“Use this on everything. That way no mistakes can be made. If a tech is constantly switching grades of welding wire they run the risk of making a mistake … Do you really want to take that chance? Generally, it’s best to eliminate potential errors,” he says.
Tobie goes on to note that in 2016 the 980 MPa wire Honda had been using is Bosch DS980J. But that product is now unavailable. “If you still have some, no problem, you can still use it,” says Tobie. Now Honda recommends Bohler 0.8 mm Union X96 wire, custom made to Honda specs.
“Bohler doesn’t sell this anywhere else. They do it for us. You can’t get this retail. We order four tons at a time and as a result the cost has come down considerably, to something like $35 a pound. We were up around $90 a pound,” he says.
Tobie also warned collision repairers about the existence in the market of knockoff versions of the 980 KPa product. “Another thing I want to make everyone aware of … There is imitation 980 MPa wire out there. It’s cheaper. It comes from offshore. But we have no data to prove that it is tested at that … nobody knows if it even is 980 Mpa,” says Tobie. “If you choose to use one of those cheaper wires you are creating liability for yourself … Peoples’ lives are in our hands, folks. This is not a place to cut corners. Again, be sure of who you are buying this from.”
Chris Hogg, Business Planning Specialist for the Honda Collision Advantage Program and ProFirst Collision Program at Honda Canada, provided some helpful links related to the content of the presentation:
“Body Repair Manual Welding & Sectioning Guideline Revisions”, Honda Body Repair News, August 2016
Honda/Acura repair procedures, Honda Independent Repair Website
Honda Guild21 slides, Honda via VeriFacts, Dec. 8, 2016
Correct 980 MPa welding wire can be found at techniciantools.ca/index.php/default/catalog/product/view/id/7898/s/bodyshop-welding/category/806/